推 beryllite: 你目前列印速度是開多少呢? 另外是E step可以矯正看看 04/04 23:12
→ haniah: 一是60 二是100 04/05 00:39
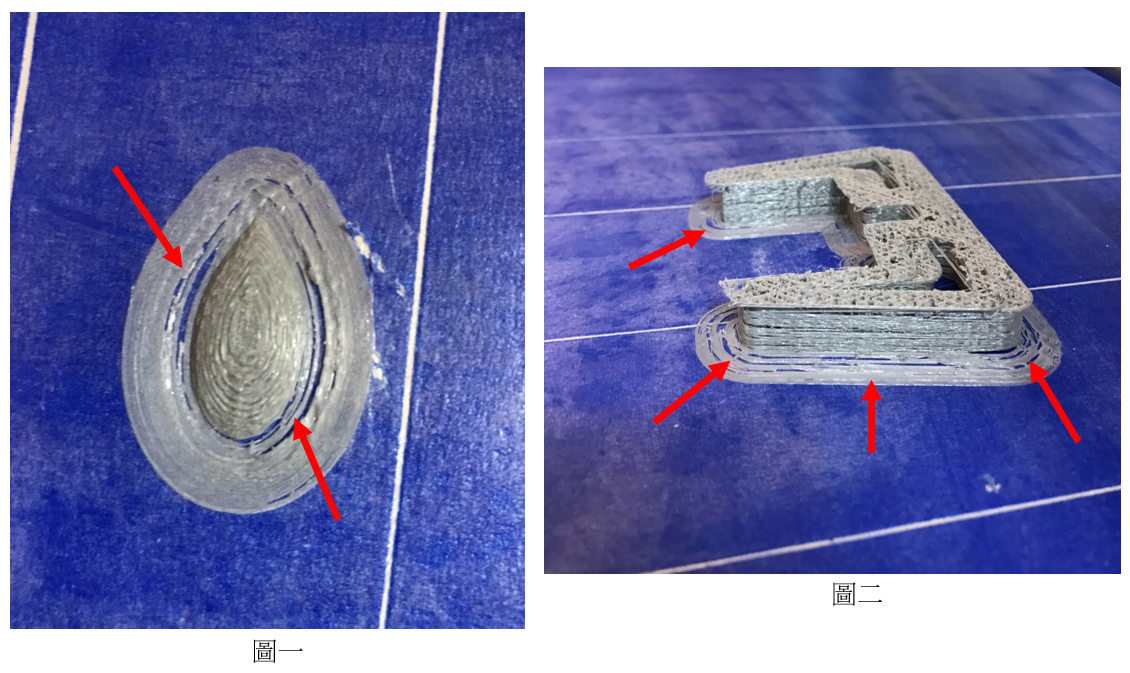
推 homerungod: 看起來是擠出有問題 04/05 02:37
→ homerungod: 若沒有堵料的問題,就校正擠出試看看 04/05 02:37
推 homaga: 圖二看起來是堵料,印出來會像夾心餅乾一樣脆。 04/05 10:54
→ beryllite: 60應該是蠻正常的速度說,話說平台調太低也可能造成 04/05 11:59
→ beryllite: 堵料,如果沒招可以乾脆調高一點試試,黏不黏得住再說 04/05 12:00
推 HiJimmy: 噴頭是兩節式(喉管+噴頭)的? 是得會先檢查組裝正不正確 04/05 22:13
→ HiJimmy: 需要加熱鎖緊,很多人都沒這樣做,就只能印幾分鐘 04/05 22:14
→ HiJimmy: 後面就是一直出料不順 04/05 22:14
→ HiJimmy: 這品質完全不行,如果只是層紋就算了,照片這樣太糟糕 04/05 22:15
→ borhom: petg的話有沒有可能是溫度不夠造成的 04/06 12:50
→ naidiwen: 看起來是線材受潮了 04/06 17:42
→ haniah: 線材是新拆封的 已經加到240度了@@ 04/10 06:36
推 naidiwen: petg溫度215-230,你要雙塔測試,找到最適合溫度,不是 04/11 14:17
→ naidiwen: 越高越好 04/11 14:17
推 naidiwen: 線材製造是用水冷卻成形,自己可以用有60度烤箱,再除 04/11 14:23
→ naidiwen: 濕一小時,確保線材沒受潮 04/11 14:23
→ naidiwen: 用換線模式加熱進料擠出線材,看擠出是不是出料不順,擠出 04/11 14:55